А17. Производство скалок двумя типами производства «длинным узким» и «коротким широким»
Содержательное описание моделируемой системы
Нашей командой как объект моделирования было выбрано производство профессиональных скалок. В связи с ростом популярности кулинарии в рядах молодежи, особенно десертов, предприниматель Г. (ЛПР) решил создать небольшое производство скалок.
Целями моделирования являются организация производственной системы таким образом, чтобы повысить скорость генерации дохода, оптимизировать логистические издержки, минимизировать потери от брака, уравнять движение материального потока спросу.
Сам процесс производства состоит из 6 основных процессов:
1) На склад сырья еженедельно поступает фиксированное количество сырья
2) На вход при производстве подаются разрезанные бруски(сырье), бруски обтачиваются, им придается цилиндрическая форма
3) У брусков цилиндрической формы устраняются внешние неровности дерева, отщепления
4) Дальше производится токарная обработка для доведения формы до скалки, выпиливание ручек
5) Финальный шаг при производстве — шлифовка скалки
6) Скалки поступают на склад ГП, откуда их забирает клиент еженедельно с фиксированным размером заказа
Проблема, которая беспокоит предпринимателя, заключается в выборе между двумя видами производства: «длинным узким» и «коротким широким».
Подразумеваются следующие варианты:
1) Используются 4 разных станка для обработки дерева — каждый из них предназначен для одного процесса производства, т.е. (1) станок строгальный, (2) станок проводящий повторную обработку цилиндра, устраняющий неровности (3) станок — для токарных работ и (4) станок — шлифовальный. В соответствии с ними нанимаются сотрудники соответствующих специализаций.
2) Используются 4 универсальных станка, которые предназначены для всех 4 производственных процессов. В соответствии с ними нанимаются 4 сотрудника с универсальной специализацией.
Список входных параметров
В качестве входных данных модель использует следующую информацию:
| Название в модели | Расшифровка | Показатель |
| rawMaterials | Кол-во поступающего на склад сырья | 480 брусков в день, единоразовое поступление |
| costsPerPin | Стоимость сырья, 1 брусок 10*10*50 см | 30 руб/шт. |
| costsPerStorage | Стоимость хранения 1 у.е. (сырье/НЗП/ГП) | 1 руб./сутки |
| wage1 | З.п. рабочего строгальщика (1 операция) | 120 руб/час |
| wage2 | З.п. рабочего токаря (2 операция, обработка поверхности) | 140 руб/час |
| wage3 | З.п. рабочего токаря (3 операция, вытачивание форм скалки). Будет 2 таких сотрудника в длинной узкой модели | 150 руб/час |
| wage4 | З.п. рабочего токаря (4 операция, шлифовка) | 130 руб/час |
| wageUni | З.п. рабочего токаря-универсала | 200 руб/час |
| orderQty | Фиксированный ежедневный заказ клиента (отгружается со склада ГП за 1 раз) | 400 скалок в день (подстроить величину заказа уже в готовой модели, чтобы продукт не накапливался) |
| amortization | Процент списания амортизации в год (каждый из станков может быть списан за 5 лет) | 20% |
| price | Стоимость продажи 1 скалки клиенту | 100 руб (если себестоимость 1 скалки окажется выше — поднять эту цену ) |
Для удобства в расчетах движения материального потока возьмем за условную единицу 1 деревянный брусок, размерами 50см*10см*10см.
Соответственно, из такого бруска будет изготовлена 1 скалка.
Входящий материальный поток на производстве: сырье из древесины — бруски из липы. Они поступают на склад сырья фиксировано по 480 шт. один раз в день. Интенсивность входящего на производство потока, соответственно, 30 шт. в час
Склад сырья находится непосредственно у 1-ого станка, перемещений продукта не требуется.
Выходящий материальный поток на производстве: готовое изделие — скалка.
Скалки сразу поступают на склад ГП, откуда их забирает клиент 1 раз в день. Фиксированный заказ 400 шт/день.
Стоимость хранения 1 бруска(НЗП)/1 скалки(ГП) = 1 руб/сутки.
Незавершенное производство между операциями:
После 1 операции — обработанный брусок цилиндрической формы
После 2 операции — обработанный брусок цилиндрической формы
После 3 операции — брусок, выточенный под форму скалки, но не отшлифованный
Ниже в таблице представлено время выполнения операций:
Вид станка | t выполнения операций, в минутах | t переноса НЗП со станка на станок / переналадки, в минутах | Стоимость приобретения станка, в руб. |
| Для оп.(1) | triangular(1.5, 1.75, 2) | exponential(1/2) | 100000 |
| Для оп.(2) | triangular(0,5, 0.75, 1) | exponential(1/2) | 175000 |
| Для оп.(3) | triangular(3, 3.5, 4) | exponential(1/3) | 240000 |
| Для оп.(4) | triangular(1.5, 2, 2,5) | — | 150000 |
| Универсальные | triangular(4,5, 5, 5.5) | triangular(0.5, 1, 1.25) | 450000 |
В варианте «длинного узкого» производства на второй операции при обработке поверхности с вероятностью 5% может возникнуть брак, когда дерево имеет неровную цилиндрическую форму и не может быть отправлено на следующую операцию. Эта форма возвращается на стадию строгания (операция 1) с приоритетом, там брак устраняется, но время ее повторной обработки в 4 раза меньше стандартной.
Поскольку в сценарии из-за длительности третьей операции появляется «узкое место» в производстве, для операции (3) будет закуплен дополнительный станок и нанят дополнительный сотрудник. В таком случае в процессе производства после операции (2) форма будет отправляться на свободный на данный момент станок. Если оба станка заняты, то выбирается случайный из двух.
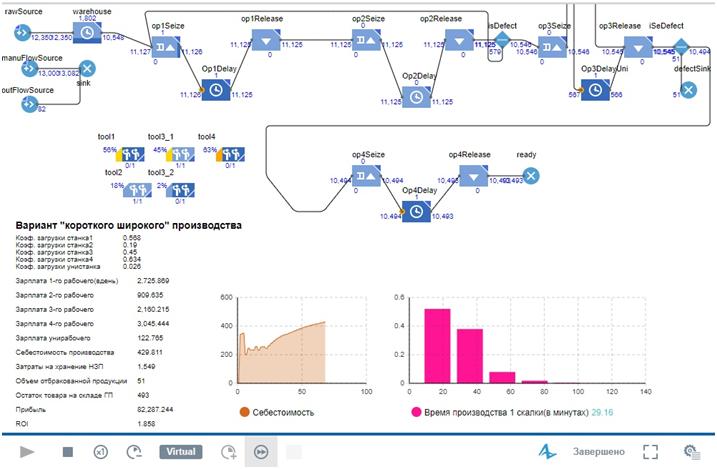
В варианте «короткого широкого»
производства вероятность возникновения брака та же, но время повторной обработки из-за переналадки оборудования такое же, как и стандартное.
Также вследствие неаккуратности персонала на стадии токарной обработки (операция 3) может возникнуть невозвратный брак (для обоих вариантов). Вероятность брака в данном случае закладывается как 0.4% для первого и 0.5% для второго варианта.
Два варианта производства характеризуют возможные гипотезы:
1) Вариант «длинного узкого» производства окажется предпочтительнее для ЛПР
2) Вариант «короткого широкого» производства окажется предпочтительнее для ЛПР
Предприниматель Г. будет основывать свой выбор на 6 критериях:
— Время производства 1 скалки (гистограмма оценок)
— Себестоимость производства 1 скалки (зп работников за определенный период приходящаяся на выпуск 1 скалки + закупочная стоимость бруска, 30 руб + стоимость хранения за определенный период приходящаяся на выпуск 1 скалки + суммарная закупочная стоимость станков умноженная на 2 и деленная на количество произведенных скалок за 5 лет (этот показатель указывает сколько в себестоимости скалки доля от средств, вложенных в закупку станков вкупе с начисленной амортизацией за 5 лет)
— Коэффициент загрузки станков и персонала
— Ежедневная зарплата каждого из сотрудников (гистограмма оценок в зависимости от того, сколько сотрудник отработал часов в сутки у станка, не учитывая время простоя станка. Т.е. з/п начисляется только при обработке изделия у работающего станка)
— Затраты на хранение НЗП
— Объем отбракованной продукции
— Наличие товара на складе ГП для выполнения ежедневного заказа клиента в 400 штук скалок . (Полностью ли отгружен заказ в 400 шт. на сегодняшний день)
— Генерация прибыли за любой заданный период («Цена продажи скалки минус себестоимость скалки», умноженная на количество отгруженных клиенту скалок за определенный период)
— ROI, окупаемость инвестиций. ((«прибыль за определенный период минус расходы за определенный период») делить на расходы за определенный период и всю дробь умножить на 100%